
Search here...
ACRYLIC GLAZING FOR PICTURE FRAMING
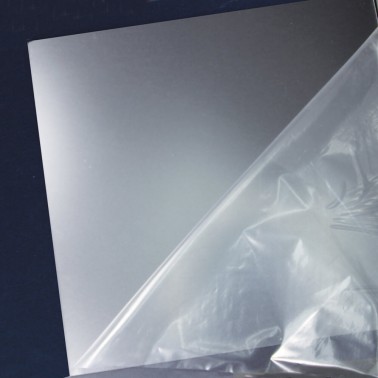
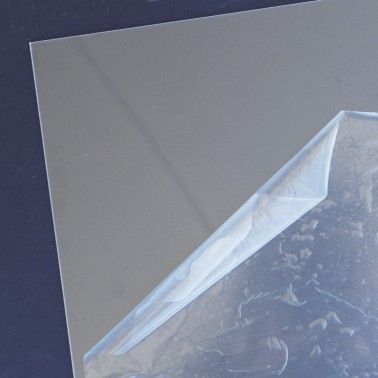
In our online store you will find two acrylic glazing models: the Arraglás model and the Arrasol. The first features one matte side and one glossy side, while the second has two fully transparent glossy sides.
Plastic glass sheets act as a filter against ultraviolet radiation, reduce glare, and minimize color degradation.
They are characterized by a high light transmission index, providing excellent transparency.
Protected with a plastic film on both sides, they ensure full protection during handling and transport.
We offer two different models: Arraglás, where one side is matte and the other glossy, allowing versatile use for any framing, and Arrassol, with both faces of the sheet glossy and fully transparent.
Recommendations:
⁃ Cleaning
A solution of neutral detergent and water can be used. Always clean and dry with a soft cloth, applying minimal pressure.
⁃ Decoration
The sheet surface must be clean and free of grease, release agents, or any other contamination. To degrease, a 50/50 mixture of isopropanol and isobutanol can be used.
Sheets can be easily printed, lacquered, and painted with a wide range of products. They can also be decorated by screen printing, lithography, metallization, or hot stamping. It is essential to ensure the sheet is not attacked by solvents contained in lacquers or varnishes, and to consult paint manufacturers about products suitable for PS coating.
⁃ Cutting ¡Important!
Do not remove the protective film from the sheets before cutting, and after cutting, remove any chips generated by blowing or vacuuming.
o Manual cutting
Cutting should be done using a fine-toothed saw, holding the sheet firmly to avoid vibrations. The teeth must be sharp.
o Blade cutting
For blade cutting, pass the blade several times until the desired depth is reached (at least half the thickness), applying uniform pressure.
The sheet must be firmly secured to prevent slipping. Then place the sheet on a flat surface and apply light pressure until it breaks. Sandpaper can be used to remove burrs.
o Saw cutting
Cutting recommendations for NUDEC®PS sheets
- Disc diameter: 350 - 400 mm
- Number of teeth: 84 - 106
- Rotation speed: 2,800 - 4,500 rpm
- Feed rate: 12 - 18 m/min
Tooth types
Alternate teeth or combined straight and trapezoidal teeth.
Sheets must be securely clamped to prevent lifting during disc passage, which could cause cracks.
The feed rate should be as uniform as possible.
Discs must be sharpened regularly.
⁃ Polishing
Pre-brushing is required to remove saw blade marks.
Can use
Rotary discs of rigid fabric with polishing paste composed of two parts methylene chloride and one part toluene. To facilitate bonding, 10% PS scraps can be added to the mixture to thicken the adhesive.
Before bonding sheets, degrease the surfaces with alcohol.
⁃ Adhesives
Solvent-free adhesives with two polyurethane-based components. They are transparent, odorless, and do not attack the plastic. They allow bonding of different plastics together and plastics with other materials such as glass, aluminum, steel, etc.
⁃ Welding
Sheets can be welded by ultrasonic or thermal impulses. Weld quality is better when the distance between sonotrodes is minimal. High-frequency welding is not possible due to the material’s low dielectric losses.
⁃ Thermoforming
Control stresses generated during this process to prevent cracking. Vacuum thermoforming temperatures should be above 120ºC, with prior pneumatic or mechanical stretching.
Sheets have a protective film to prevent damage during production and transport. This film is not designed for high temperatures and must be removed before thermoforming or hot bending.
⁃ Drilling
Use drill bits for metal and wood. Larger diameters require lower speeds.
Use a hole diameter (approx. 1.5 mm) larger than the screw to allow for sheet expansion.
The sheet must be firmly clamped to prevent breakage. A pointed object may be used to start drilling. Water or air can be used for cooling.
⁃ Bonding ¡Important!
To avoid air bubbles, let the adhesive rest until no bubbles are visible before application.
⁃ Solvents
Various solvents can be used for bonding sheets. The most common is MEK (methyl ethyl ketone). Aromatic solvents can generally be used. These solvents can be applied with a syringe or brush. An ideal adhesive is a mixture of two parts methylene chloride and one part toluene. To facilitate bonding, 10% PS scraps can be added to thicken the adhesive.
Before bonding sheets, degrease the surfaces with alcohol.